Классификация металлорежущих станковМеталлорежущий станок - машина для размерной обработки заготовок в основном путем снятия стружки. В России выпускают большое количество металлорежущих станков, различных по назначению, технологическим возможностям и размерам. Все металлорежущие станки делятся на группы: 1. Токарные станки; 2. Сверлильные и расточные станки; 3. Шлифовальные и полировальные станки; 4. Комбинированные станки (для электротехнологической обработки); 5. Зубообрабатывающие и резьбообрабатывающие станки; 6. Фрезерные станки 7. Строгальные, долбежные и протяжные станки; 8. Разрезные станки; 9. Разные. Группа токарных станков (поз. 1-6) состоит из станков, предназначенных для обработки поверхностей вращения. Объединяющим признаком станков этой группы является использование в качестве движения резания вращательного движения заготовки.
Рисунок 1 - Группа токарных станков
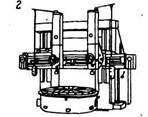
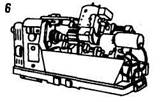
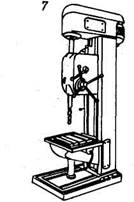
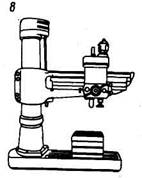
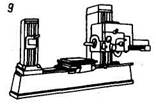
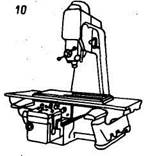
Группа сверлильных станков (поз. 7-10) включает также и расточные станки. Объединяющим признаком этой группы станков является их назначение - обработка круглых отверстий. Движением резания служит вращательное движение инструмента, которому обычно сообщается также движение подачи. В горизонтально-расточных станках подача может осуществляться также перемещением стола с обрабатываемой деталью.
Рисунок 2 - Группа сверлильных станков
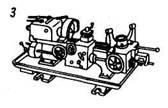
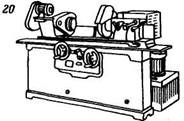
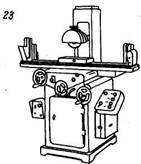
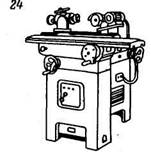
Группа шлифовальных станков (поз. 20-24) объединяется по признаку использования в качестве режущего инструмента абразивных шлифовальных кругов.
Рисунок 3 - Группа шлифовальных станков
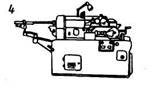
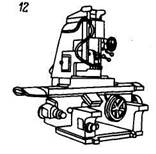
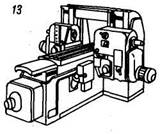
Группа полировальных и доводочных станков объединяется по признаку использования в качестве режущего инструмента абразивных брусков, абразивных лент, порошков и паст. Группа зубообрабатывающих станков включает все станки, которые служат для обработки зубьев колес, в том числе шлифовальные. Группа фрезерных станков (поз. 11-14) состоит из станков, использующих в качестве режущего инструмента многолезвийные инструменты - фрезы.
Рисунок 4 - Группа фрезерных станков
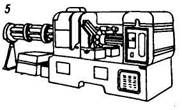
Группа строгальных станков (поз. 15-17) состоит из станков, у которых общим признаком является использование в качестве движения резания прямолинейного возвратно-поступательного движения резца или обрабатываемой детали.
Рисунок 5 - Группа строгальных станков
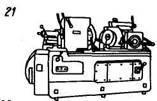
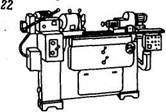
Группа разрезных станков включает все типы станков, предназначенных для разрезки и распиловки катаных материалов(прутки, уголки, швеллеры и т. п.). Группа протяжных станков (поз. 18 и 19) имеет один общий признак: использование в качестве режущего инструмента специальных многолезвийных инструментов - протяжек.
Рисунок 6 - Группа протяжных станков
Группа резьбообрабатывающих станков включает все станки (кроме станков токарной группы), предназначенные специально для изготовления резьбы. Группа разных и вспомогательных станков объединяет все станки, которые не относятся ни к одной из перечисленных выше групп. Группы станков подразделяют на типы, а последние, в свою очередь- на типоразмеры. Нумерация основанная на присвоении каждой модели станка шифра (номера). Нумерация металлорежущих станков, разработанная Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), построена по десятичной системе. Обозначение станков: Все станки делятся на 9 групп, каждая группа подразделяется на 9 типов и каждый тип - на 9 типоразмеров. Как видно из таблицы 1, объединение станков по группам при нумерации основано на несколько ином принципе, чем при классификации. Номер, присваиваемый каждой модели станка, может состоять из трех или четырех цифр и букв, причем буквы могут стоять после первой цифры или в конце номера, например: 6121616, 6Н82, 2620, 6Н12ПБ. Первая цифра номера показывает группу, к которой относится данный станок. Вторая цифра указывает тип. станка в данной группе. Третья или третья и четвертая цифры совместно указывают условный размер станка. Так, например, для токарных станков третья и четвертая цифры показывают высоту центров в сантиметрах или дециметрах (1620, 1616, 1670); для токарно-револьверных станков и автоматов - максимальный диаметр обрабатываемых прутков в миллиметрах (1336, 1125, 1265); для сверлильных станков - максимальный диаметр сверления отверстия в мягкой стали в миллиметрах (2А125, 2А135, 2150). Для консольно-фрезерных станков третья цифра условно показывает размер стола. Для того чтобы различить конструктивное исполнение станков одного и того же размера, но с разной технической характеристикой, между первой и второй цифрами вводится буква. Так, Например, все станки моделей 162, 1А62, 1Б62, 1К62 - токарные с высотой центров 200 мм. Однако модель 162 имеет максимальное число оборотов в минуту 600, модель 1А62-1200, 1Б62-1500, а современная модель 1К62 имеет 2000 оборотов в минуту. Буквы, стоящие в конце номера, означают различные модификации станков одной и той же базовой модели. Так, например горизонтально-фрезерный станок модели 6Н82Г представляет собой упрощенный тип базового универсально-фрезерного станка модели 6Н82, копировально-фрезерный станок модели 6Н12К является модификацией базового вертикально-фрезерного станка модели 6Н12 и т. д. В некоторых случаях четвертая цифра также означает выпуск станка прежнего типоразмера, по усовершенствованной конструкции. Модель станка обозначается тремя или четырьмя (иногда с добавлением букв) цифрами. Первая цифра указывает группу станка, вторая - тип, последние одна или две цифры указывают на один из характерных его размеров. Буква внутри цифр указывает на модернизацию, а буква после всех цифр - модификацию (видоизменение) базовой модели станка или его технологические особенности. Буква Ф в шифре говорит о том, что числовое программное управление (ЧПУ), а цифра за ней указывает на то, какая система ЧПУ применена. Модели специализированных и специальных станков обозначаются одной или двумя буквами, к которым добавляются также цифры, указывающие порядковый номер модели станка. Например модель станка 2М55: 2 - группа станка (сверлильный) М - модернизация станка 5 - подгруппа станка (радиально-сверлильный) 5 - технический размер (максимальная глубина сверления - 500 мм) По степени специализации различают следующие станки: 1. Универсальные, выполняющие различные переходы при обработке разнообразных деталей. Станки, используемые для очень большого диапазона работ, называют широкоуниверсальными; 2. Специализированные, обрабатывающие детали сходные по конфигурации, но имеющие различные размеры, например ступенчатые валики, кольца подшипников качения и т.п.; 3. Специальные предназначенные для обработки одной определенной детали или деталей только одного типоразмера, например лопаток газовых турбин. По степени точности различают станки пяти классов: 1. Класс Н - станки нормальной точности; к нему относятся большинство универсальных станков; 2. Класс П - станки повышенной точности, изготавливаемые на базе станков нормальной точности, но при повышенных требованиях к точности изготовления ответственных деталей станка, к качеству сборки и регулированию; 3. Класс В - Станки высокой точности, достигаемой за счет специальной конфигурации отдельных сборочных единиц, высоких требованиях к тонности изготовления деталей, к качеству сборки и регулированию сборочных единиц и станка в целом; 4. Класс А - станки особо высокой точности; при их изготовлении предъявляют еще более высокие требования, чем при изготовлении станков класса В; 5. Класс С - станки особо точные или мастер-станки, предназначены для изготовления деталей, определяющих точность станков класса А и В. По массе различают станки: легкие, средние, тяжелые. Тяжелые в свою очередь делятся на крупные, собственно тяжелые, особо тяжелые и уникальные.
|