Маркировочные отметки наносятся флюоресцентным мелком на одну сторону заготовки. Считывание меток происходит посредством фотосенсора, установленного вверху камеры.Линия LAC-512E очень компактна благодаря тому, что считывание маркировки происходит непосредственно при входе заготовки на участок торцовки. Станок оснащён роликовой подачей, что обусловливает достаточно высокую скорость и позволяет при этом работать с дорогостоящими породами древесины. Подача осуществляется при помощи приводного транспортера, что гарантирует высокую степень точности, и в то же время возможность обрабатывать полуфабрикаты, не повреждая их. Верхние прижимные ролики удерживают заготовку на ленте транспортера и могут компенсировать определенную разницу в толщине. Настройка приводных роликов под толщину заготовки производится автоматически, т.е. при первом базировании заготовки по команде с пульта происходит опускание первого ролика, и компьютер автоматически определяет необходимое давление на заготовку. Затем заготовка убирается, и пневмосистема по команде центрального процессора выставляет все остальные ролики по образу первого. Линия оптимизации LAC-512E полностью совместима с линиями торцевого сращивания: сортировка досок путём оптимизации раскроя позволяет увеличить производительность линий торцевого сращивания путем утилизации всех некондиционных длин. Таблица 8 Техническая характеристика линии LAC-512E
Линии оптимизации OMGA имеют три модификации (T2010 NC T2020 NC и T2030 NC) и предназначены для поперечного раскроя древесины, удаления дефектов (сучков, гнили и т.п.) с возможностью оптимизации по сортам. Представлена на рис.13.
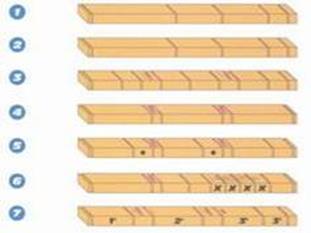
Рис. 13. Линия оптимизации OMGA серии T 2000 NC Модель T 2020 NC состоит из приводного транспортера, 99 программ раскроя и идентификации сортности, двусторонней маркировочной станции, выводного конвейера длиной 1500 мм, односторонней сортировочной станции 4000 мм, трех пневматических выталкивателей, прединсталляционного принтера и модема. Скорость подачи может достигать 180 м/мин, при производительности до 80 резов в мин. Модель T 2030 NC состоит из механизма роликовой подачи, 99 программ раскроя и идентификации сортности, двусторонней маркировочной станции, выводного конвейера длиной 1500 мм, односторонней сортировочной станции, трех пневматических выталкивателей, прединсталляционного принтера и модема. Скорость подачи может достигать 240 м/мин, при производительности до 100 резов в мин. Модель Т 2010 NC состоит из механизма роликовой подачи, 99 программ раскроя и идентификации сортности, двусторонней маркировочной станции, выводного конвейера длиной 1500 мм, односторонней сортировочной станции, трех пневматических выталкивателей, прединсталляционного принтера и модема. Скорость подачи может достигать 120 м/мин, при производительности до 60 резов в мин. Применяемое программное устройство ESA–GV позволяет выбирать один из шести приоритетных типов обработки (из 3-х стандартных и 3-х специальных), а также разрабатывать свои оригинальные. Загрузка может осуществляться как при помощи автоматического перекладчика непосредственно из штабелей, так и вручную. Маркировочные отметки наносятся по выбору на одну или две стороны заготовки: первая отметка предназначена для идентификации дефекта, а вторая отметка - для идентификации сортности конкретного участка заготовки. Программа позволяет производить оптимизацию по сортам, вплоть до 5-ти сортов, в зависимости от наличия дефектов, которые потом соответственно будут удалены. Модель T 2010 NC считывает меркеры непосредственно при входе заготовки на участок торцовкина. На модель T 2010 NC при необходимости можно установить датчик определения толщины досок на входе, такой датчик облегчает торцовку досок для производства ящиков и поддонов. Запоминая параметры ширины торцуемых досок система предупреждает оператора о том, что достигнут заданный размер, а также позволяет значительно увеличить обьем обработанной древесины, в том числе по доскам различной ширины. Кроме того, при помощи того же датчика можно производить дифференцированную торцовку, сортируя доски различной длины в зависимости от их ширины, что в свою очередь позволяет исключить предварительную сортировку материала до его обработки. На выходе предусмотрено использование струйных принтеров для линейной маркировки, а также односторонних и двусторонних сортировочных станций, которые значительно облегчают процесс штабелирования обработанных досок. Линия торцевания и оптимизации T 2010 NC полностью совместима с линиями торцевого сращивания: сортировка досок вышеуказанным образом позволяет увеличить производительность линий торцевого сращивания путем утилизации всех некондиционных длин. Для программирования можно использовать все 250 строчек, подразделенных на 5 качественных категорий. Кроме того, 250 строчек разделены на 3-х различных страницах, каждая из которых может быть исключена командами непосредственно со станка. Тем самым обеспечивается большая гибкость в управлении картами раскроя. Скорость обработки достигает здесь 120 м/мин. Принципы работы линий других модификаций аналогичны. Система числового программного управления при работе в автоматическом режиме позволяет оператору в режиме реального времени контролировать следующую информацию: -общее количество материала на входе, необходимое для выполнения карты распила; -количество заготовок, которые необходимо получить для каждой из длин согласно карте раскроя; -процентное соотношение, кубические и погонные метры произведенного материала, разделенного на сорта: первый, второй, третий, четвертый и пятый сорт; -материал для торцевого сращивания; -отходы; -процентное соотношение, кубические и погонные метры, необходимые для того, чтобы закончить выполнение карты распила; -графическая визуализация последовательности распилов, выполняемых на каждой доске; -реальное количество часов работы; -общее время, прошедшее после включения станка; -карта распила, или часть ее, может быть выполнена в режиме моделирования, что позволяет оператору выбрать оптимальные критерии оптимизации. Схема обработки показана на ри. 14: 1. Резка в любой заданной последовательности. 2. Оптимизированная резка исходя из необходимых длин. 3. Удаление дефектов плюс резка по 6-ти различным критериям. 4. Удаление дефектов с финишной резкой переднего и заднего торца. 5. Удаление дефектов плюс нарезка на любые длины плюс отделение деталей для последующего торцевого сращивания. 6. Сплит-вырезка дефектов (Х). 7. Программный лист на 3 сортности (полная оптимизация).
Рис. 14. Схема обработки
Линия оптимизации CFS-200B предназначена для поперечного раскроя пиломатериалов, удаления дефектов (сучков, гнили и т.п.) с возможностью оптимизации по сортам. Представлена на рис. 15, работает на скоростях подачи до 200 м / мин, с производительностью до 180 резов в минуту. Является компьютеризированной автоматической линией. Автоматизированная система обеспечивает оптимальный вариант распиловки материала с целью достижения максимального выхода деталей, что дает возможность производства различных заготовок по заказам клиентов. А также использовать различные породы древесины. Система управления может высчитывать процентное соотношение годного дерева, непригодной древесины и отходов, а так же суммировать кубатуру древесины. Все данные отображаются на экране. В линии используются флюоресцентные мелки, оставляющие отметки на древесине, которые в дальнейшем распознаются сенсорным датчиком и машина отрезает непригодную древесину (древесину с дефектами) автоматически. Специальный конвейер позволяет располагать заготовки прямо, напротив роликов, что предотвращает их сдвиги. Подача заготовки осуществляется с применением сервомотора и обеспечивает высокую точность при выторцовывании заготовок заданного размера.
Рис. 15. Линия оптимизации CFS-200B Таблица 9
|