Инструмент для сверления
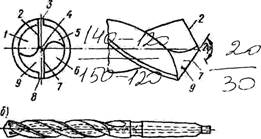
Наиболее распространенный режущий инструмент при сверлении— спиральные сверла Спиральное сверло (рис. 4,а) состоит из рабочей части II, шейкиIII и хвостовика IV. В рабочей части в свою очередь различают режущуюII и направляющую или центрирующую части. В направляющей части сверла расположены две канавки 1 и_6_для отвода стружки из просверливаемого отверстия, а также две ленточки 3 и 8 для обеспечения направления сверла при резании.
Рисунок 4. Спиральные сверла: а - обычное; б - с отверстиями для подвода охлаждающей жидкости
Режущая часть сверла имеет две главные режущие кромки 2 и 7, поперечную кромку 4 и две задние поверхности 5 и 9. Угол при вершине сверла 2ф, образуемый режущими кромками, выбирают в зависимости от твердости и хрупкости обрабатываемого материала. Для обработки стали и чугуна средней твердости угол при вершине составляет 116 - 120°, для красной меди - 125°, для алюминия, мягкой бронзы, латуни -'130 -140°. Угол наклона винтовой канавки е взависимости от диаметра сверла принимают 18- Е. Диаметр спиральных сверл с цилиндрическим и коническим хвостовиками изменяется в пределах 0,25 - 80 мм. При сверлении можно получить V3- У5-й классы чистоты поверхности и 4 - 6-й классы точности. Для дальнейшей обработки отверстий, полученных сверлением, литьем или штамповкой, применяют зенкерование и развертывание. Зенкерование обеспечивает получение отверстий 3 - 7-го классов точности и V 5 - V 6-го классов чистоты; при развертывании получают отверстия 2 - 3-го классов точности и V5 - V9-гo классов чистоты. Режущим инструментом при зенкеровании и развертывании служат зенкеры и развертки. Зенкер (рис. 5) состоит из рабочей части I, шейки IV, конического хвостовика V и лапки VI. В рабочей части различают режущую II (заборную) и калибрующую III (направляющую) части.
Рисунок 5. Зенкер
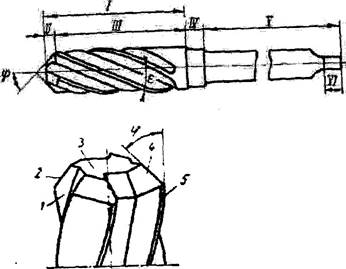
Режущая часть зенкера состоит из срезанной торцовой части — сердцевины 3 и трех или четырех режущих кромок 2. Каждая из них, как и в других инструментах, образована пересечением передней 1 и задней 4 поверхностями. Главный угол в плане ср выбирают в пределах 45 - 60°. Калибрующий участок зенкера имеет три или четыре винтовые канавки и ленточки 5. Последние являются направляющими элементами зенкера; они обеспечивают большую точность обработки, препятствуя возможному отклонению инструмента в сторону. Угол наклона винтовых канавок s = 10 - 30°. По виду обрабатываемых отверстий зенкеры разделяют на цилиндрические, конические и. комбинированные (многоступенчатые). Кроме цельных диаметром до 80 мм, применяют насадные зенкеры (цельные и со вставными ножами диаметром до 100 мм) и зенкеры с напаянными пластинками из твердых сплавов. Развертка (рис. 6,а) имеет рабочую часть I, шейку II и хвостовик III. В рабочую часть входят направляющий конус или заборная часть IV, режущая часть V, калибрующий участок VI и обратный конус VII.
Рисунок 6. Развертка
Основную работу выполняет режущая часть, каждый зуб которой имеет главную режущую кромку 1, переднюю 2 и заднюю 3 поверхности (рис. 6,6). По передней поверхности сходит срезаемая стружка. Зуб развертки имеет передний угол у и задний а (рис. 6,6). Режущая часть для обработки сквозных отверстий имеет угол, равный для ручной развертки 0,5 -1,5°, для машинной развертки при обработке стали 12 -15° и чугуна - 3 - 5°. Развертки бывают цилиндрические и конические, ручные и машинные. У машинных разверток рабочая часть значительно короче, чем у ручных. По конструктивному выполнению развертки делят на хвостовые и насадные, цельные и со вставными ножами, оснащенные пластинками из твердых сплавов. Спиральные сверла, зенкеры и развертки при небольших скоростях обработки изготовляют из углеродистых инструментальных сталей У10А и У12А, хромистых и вольфрамовых инструментальных сталей 9ХС и В1, а при больших скоростях обработки — из быстрорежущей стали различных марок. Изготовляют также сверла, зенкеры и развертки, оснащенные пластинками из твердых сплавов марок ВК, и ТК,. Монолитные спиральные твердосплавные сверла (из сплавов ВК15М, ВК10М и др.) диаметром 1,5—5,5мм предназначены для сверления труднообрабатываемых материалов. Стойкость таких сверл почти в 20 раз больше стойкости сверл из быстрорежущий стали. Комбинированные режущие инструменты применяют для повышения производительности при обработке отверстий в массовом производстве. Замена нескольких инструментов одним комбинированным значительно сокращает вспомогательное время (на смену инструмента), улучшает качество обработки, устраняет опасность несовпадения осей инструмента и отверстия и т. д.
|