Диффузионная сварка, ее сущность, принципиальная схема установки для диффузионной сварки. Области применения диффузионной сварки.Диффузионная сварка - способ соединения разнородных и однородных металлов, сплавов, неметаллических материалов в твердой фазе, осуществляемый путем диффузии атомов через поверхность стыка. Отличительная особенность диффузионной сварки от других способов сварки давлением - относительно высокие температуры нагрева (0,5-0,7 Тпл) и сравнительно низкие удельные сжимающие давления (0,5-0 МПа) при изотермической выдержке от нескольких минут до нескольких часов. Свариваемые детали с тщательно зачищенными свариваемыми поверхностями помещаются в рабочую камеру. В рабочей камере создается разрежение путем откачки атмосферного воздуха до давления 10‾5мм рт. ст. Для повышения пластичности и ускорения процесса диффузии на свариваемые детали прикладывается небольшое сдавливающее усилие и они нагреваются до температуры 600 — 800°С. Продолжительность процесса сварки составляет около 5мин. При диффузионной сварке одноименных металлов сварное соединение достигает равнопрочное основному материалу в том случае, когда структура зоны соединения не отличается от структуры основного материала. Для этого в зоне контакта должны образовываться общие для соединяемых материалов зерна. Это возможно за счет миграции границ зерен, осуществляемой либо путем первичной рекристаллизации, либо путем собирательной рекристаллизации. С помощью диффузионной сварки в вакууме получают высококачественные соединения керамики с коваром, медью, титаном, жаропрочных и тугоплавких металлов и сплавов, электровакуумных стёкол, оптической керамики, сапфира, графита с металлами, композиционных и порошковых материалов. В зависимости от напряжений, вызывающих деформацию металла в зоне контакта и определяющих процесс формирования диффузионного соединения, целесообразно условно различать сварку с высокоинтенсивным (Р ≥ 20 МПа) и низкоинтенсивным (Р ≤ 2 МПа) силовым воздействием. При сварке с высокоинтенсивным воздействием сварочное давление создают, как правило, прессом, снабжённым вакуумной камерой и нагревательным устройством (рис.). Но на таких установках можно сваривать детали ограниченных размеров (как правило, диаметром до 80 мм). При изготовлении крупногабаритных двухслойных конструкций применяют открытые прессы. При этом свариваемые детали перед помещением в пресс собирают в герметичные контейнеры, которые вакуумируют и нагревают до сварочной температуры.
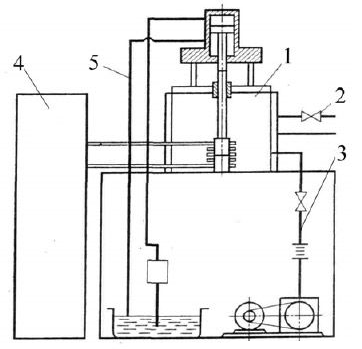
Рис. Принципиальная схема установки для диффузионной сварки 1 – рабочая камера; 2 – система охлаждения; 3 – вакуумная система; 4 – источник нагрева; 5 - система давления Преимущества процесса сварки:
Методом диффузионной сварки возможно получить соединения большинства металлов, а также соединения керамических деталей и соединения металлов с керамикой. Области применения:
|