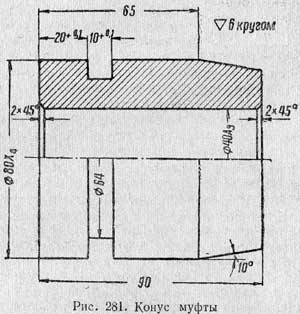
Элементы технологического процессаТехнологический процесс может состоять из одной или нескольких операций. Операцией называется законченная часть технологического процесса обработки одной или нескольких деталей, которая выполняется на одном станке одним рабочим. Новая операция начинается тогда, когда рабочий, закончив часть обработки у всей партии деталей, приступает к дальнейшей обработке той же партии деталей, либо переходит к обработке новых деталей. Поясним понятие «операция» на примере обработки конуса муфты (рис. 281), изготовляемого из литой заготовки, имеющей отверстие диаметром 38 мм.
На рис. 282 показана схема последовательности обработки для случая, когда рабочий обрабатывает каждую деталь от начала до конца. Такое построение технологического процесса применяют только при изготовлении единичных деталей. Заготовка устанавливается в патрон и обрабатывается с одной стороны: подрезается торец (рис. 282, а); обтачивается цилиндрическая поверхность до
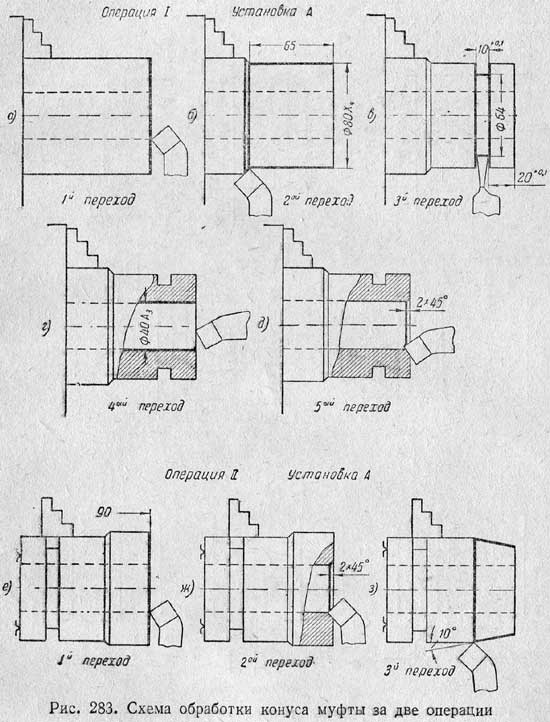
На рис. 283 показан пример, когда партия тех же деталей обрабатывается за две операции. Сначала все детали партии обрабатываются последовательно по всем размерам с одной стороны (рис. 283, а—д) — это составляет I операцию. Затем у всех деталей партии, последовательно устанавливаемых другой стороной, обрабатываются остальные поверхности детали (рис. 283, е-з). Это составляет II операцию технологического процесса.
Иногда технологический процесс расчленяют на более мелкие операции рис. 284. Например, сначала последовательно у всех деталей партии подрезают торец и обтачивают наружную цилиндрическую поверхность (рис. 284, а—б); это будет I операция. Затем подрезают торец в размер 90 мм у всех деталей партии, растачивают отверстие
Таким образом, операция может быть простой, содержащей один-два вида обработки (см. рис. 284, е, ж,з), и сложной, содержащей несколько видов обработки. Установка. Операция может состоять из одной или нескольких установок. Установкой называется часть операции, которая выполняется в период между закреплением заготовки и ее раскреплением. Рассмотрим это на примере обработки конуса муфты. В первом варианте (см. рис. 282) технологический процесс состоит из одной операции, но в этой операции две установки. Первая установка А включает в себя всю обработку заготовки с одной стороны и растачивание сквозного отверстия диаметром 40А3) (см. рис. 282, а—д), после чего деталь снимается со станка. Вторая установка Б начинается с закрепления заготовки другой стороной и включает в себя подрезание торца в размер 90 мм, вытачивание фаски 2 X 45° и обтачивание конуса (см. рис. 282, е—з). Во втором варианте (см. рис. 283), когда партия тех же деталей обрабатывается за две операции, общее число установок остается то же, но здесь каждая операция состоит из одной установки. В третьем варианте (см. рис. 284), когда партия деталей обрабатывается за четыре операции, число установок будет также четыре. Могут быть случаи, когда одна из операций содержит две установки, а остальные — по одной и наоборот. Переход. Операция может состоять из одного или нескольких переходов. Переходом называется часть операции, выполняемая над поверхностями детали при неизменной установке инструментов и неизменных режимах резания. Следующий переход начинается тогда, когда изменится какое-либо из этих условий: либо изменится поверхность обработки, либо режущий инструмент, либо режимы резания. Для пояснения используем рассмотренные выше примеры обработки конуса муфты. При изготовлении этой детали за одну операцию (см. рис. 282) первый переход заключается в подрезании торца (см. рис. 282, а). Обработка в этом случае производится проходным отогнутым резцом с определенным режимом резания. При обтачивании цилиндрической поверхности диаметром 80Х4 (см. рис. 282, б) резец остается тот же, не изменяется и режим резания, изменяется только поверхность обработки: вместо торца обрабатывается цилиндрическая поверхность заготовки, следовательно, меняется - переход. Таким образом, обтачивание цилиндрической поверхности Таким образом, технологический процесс изготовления конуса муфты в первом варианте (см. рис. 282) состоит из одной операции и двух установок. В первой установке имеется пять переходов, во второй — три. Технологический процесс во втором варианте (см. рис. 283) состоит из двух операций. Первая операция содержит одну установку и пять переходов, а вторая — одну установку и три перехода. В третьем варианте (см. рис. 284) технологический процесс состоит из четырех операций и четырех установок; первая установка содержит два перехода, вторая — три перехода, третья-один переход и четвертая — два перехода. Проход. Переходы делятся в свою очередь на проходы. Проходом называется часть перехода, которая охватывает все действия, связанные со снятием одного слоя металла. Если припуск на обработку велик и его снимают одним и тем же инструментом за два приема, то в этом случае переход состоит из двух проходов. Нарезание резьбы резцом обычно производится за несколько проходов.
|
 80Х4 на длину 65 мм (рис. 282, б);растачивается отверстие
80Х4 на длину 65 мм (рис. 282, б);растачивается отверстие