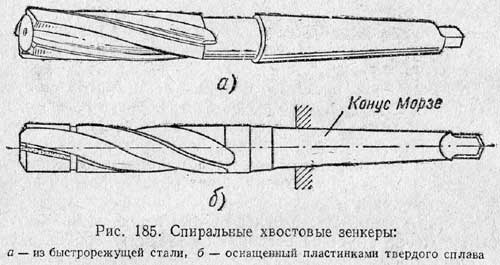
Зенкерование цилиндрических отверстийЗенкеры. Для растачивания отлитых, откованных или предварительно просверленных отверстий применяют, помимо расточных резцов, также зенкеры (рис. 185). Зенкеры отличаются от спиральных сверл тем, что они имеют не две, а три или четыре режущие кромки, расположенные на заборном конусе, и не имеют перемычки. Зенкеры не приспособлены для получения отверстий в сплошном материале, а служат лишь для расширения имеющихся отверстий. Направление зенкера в отверстии лучше, чем у сверла, так как у зенкера имеется для этого три или четыре направляющие ленточки (фаски).
Зенкер, подобно сверлу, закрепляют в коническом отверстии пиноли задней бабки; подают его вручную, вращая маховичок задней бабки. Однако можно механизировать подачу, если закрепить зенкер в приспособлении, показанном на рис. 167.
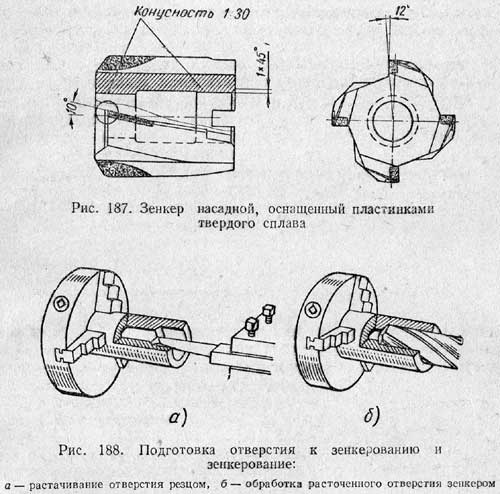
В зависимости от диаметра обрабатываемых отверстий применяют различные конструкции зенкеров. Для малых отверстий (до 35 мм) применяют хвостовые зенкеры с тремя-четырьмя режущими кромками (рис. 185). Для больших отверстий (до 100 мм) зенкеры изготовляют насадными (рис. 186). Их насаживают на оправки из машиноподелочной стали, чем достигается экономия дорогостоящей быстрорежущей стали, из которой сделаны зенкеры. Для работы по чугуну и стали применяют также насадные зенкеры, оснащенные по режущим кромкам пластинками твердого сплава (рис. 187); они допускают более высокие скорости резания и, следовательно, более производительны, чем зенкеры из быстрорежущей стали.
При растачивании отлитого отверстия рекомендуется предварительно расточить отверстие резцом на длину 5—10 мм (рис. 188, а), чтобы дать зенкеру первоначальное направление в отверстии (рис. 188, б). Припуски под зенкерование. Диаметр зенкера должен соответствовать окончательному диаметру отверстия. Если же отверстие подлежит дополнительной обработке разверткой, то диаметр зенкера должен быть на 0,15—0,3 мм меньше. При предшествующем сверлении или черновом растачивании под зенкерование оставляют припуск в 0,5—2 мм на сторону. Режимы резания при зенкеровании. Растачивание отверстий зенкерами значительно более производительно, чем растачивание резцами. Скорости резания для зенкеров из быстрорежущей стали примерно равны скоростям резания при сверлении, а подачи в 2,5—3 раза больше подач при сверлении. Зенкерование отверстий в стальных деталях рекомендуется производить с охлаждением эмульсией. При зенкеровании чугуна и бронзы охлаждение не применяется.
|