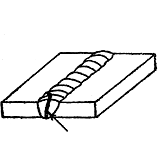
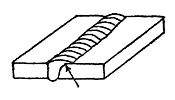
Плохая зачистка кромок перед сваркой от ржавчины, следов смазки.2. Большая сила тока при сварке. 3. Малый зазор в стыке. 24. При каком методе осмотр выполняют невооруженным глазом и с помощью лупы? 1. Визуальный 2. Испытания на свариваемость 3. Механические испытания 25. Какой минимальный размер дефекта выявляется невооруженным глазом? 1. 0,01 мм 2. 0,05 мм 3. 0,10 мм 26. Какой метод выявления дефектов основан на разном поглощении рентгеновского или гамма-излучения? 1. Радиационный 2. Ультразвуковой 3. Вакуумный 27. Какие методы включает неразрушающий контроль сварных соединений? 1. Металлографический анализ. 2. Определение ударной вязкости. 3. Визуальный, измерительный, капиллярный, магнитопорошковый, радиационный, ультразвуковой, контроль герметичности. 28. С какой целью проводят визуальный контроль сварных соединений? 1. Для выявления недопустимых дефектов и качества зачистки выполненных швов и околошовной зоны. 2. Для выявления поверхностных дефектов. 3. Для выявления внутренних дефектов 29. Что из перечисленного ниже является причиной появления шлаковых включений? 1. Плохая защита места сварки от ветра на монтаже. 2. Следы влаги и масла на свариваемых кромках. 3. Низкое качество электродного покрытия при ручной дуговой сварке 30. Применяют ли при визуальном контроле оптические приборы? 1. Да. 2. Нет. 3. Увеличительное стекло 31. Методы выявления наружных дефектов: 1. Магнитная дефектоскопия 2. Визуальный и измерительный контроль 3. Капиллярная дефектоскопия 32.Какой контроль включает проверку состояния оборудования в процессе сварки, соответствия присадочных материалов и контрольно-измерительных? 1. Предварительный 2. Текущий 3. Контроль готовых изделий 33. Допустимые дефекты прихватки: 1. не заваренный кратер 2. прожог 3. заниженная длина прихватки 34. Какой контроль включает проверку сварочных материалов (электроды, сварочную проволоку, флюсы и газы)? 1. Предварительный 2. Текущий 3. Контроль готовых изделий 35.Какой контроль включает проверку оборудования, сборочно-сварочных приспособлений, инструментов, контрольно-измерительной аппаратуры? 1. Предварительный 2. Текущий 3. Контроль готовых изделий 36. Для каких методов контроля применяется дефектоскоп? 1. Неразрушающие методы 2. Методы течеискания 3. Разрушающие методы 37. Как называется устройство для обнаружения дефектов в изделиях из различных металлических и неметаллических материалов методами неразрушающего контроля? 1. Структуроскоп 2. Дефектоскоп 3. Стилископ 38. Какая из углеродистых сталей, охлаждающихся с одинаковой скоростью, имеет более высокую прочность? 1. Сталь с 0,2% С. 2. Сталь с 0,4% С. 3. Сталь с 0,6% С. 39. Какая из углеродистых сталей, охлаждающихся с одинаковой скоростью, имеет более высокую твёрдость? 1. Сталь с 0,2% С. 2. Сталь с 0,4% С. 3. Сталь с 0,6% С 40. Дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки, называется… 1. Подрез 2. Кратер 3. Непровар 41. Дефект проявляется в виде натекания металла шва на поверхность основного металла без сплавления с ним… 1. Наплыв 2. Кратер 3. Непровар 42. Окалина или пленка оксидов на поверхности сварного соединения – это... 1. Свищ 2. Окисление 3. Непровар Укажите на каком рис. показан подрез 1. 2. 3.
Укажите на каком рис. показан непровар 1.
2.
3.
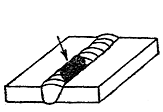
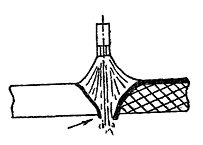
Укажите на каком рис. показан прожог
1.
2.
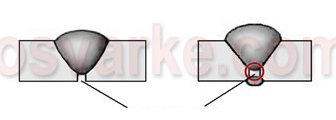
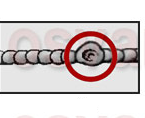
3. Укажите на каком рис. показаны поры
1.
2.
3. Укажите на каком рис. показаны трещины
1.
2.
3. Укажите на каком рис. показаны несплавления
1.
2.
3. 49. По ГОСТу 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначения и определения» как обозначаются неплавления и непровары? 1. 200, 2011, 202, 2024 2. 401, 4011, 402 3. 500, 5011, 503, 505 50. По ГОСТу 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначения и определения» как обозначаются нарушения формы шва? 1. 200, 2011, 202, 2024 2. 401, 4011, 402 3. 500, 5011, 503, 505 51. По ГОСТу 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначения и определения» как обозначаются полости? 1. 200, 2011, 202, 2024 2. 401, 4011, 402 3. 500, 5011, 503, 505 52. По ГОСТу 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначения и определения» как обозначаются твердые включения? 1. 100, 1011, 102, 1024 2. 301, 3011, 302 3. 500, 5011, 503, 505
|