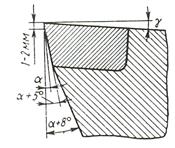
Выбор оптимальных геометрических параметров токарных резцов.1.2.1. Параметры режущей части перетачиваемых резцов. Геометрия режущей части резцов с перетачиваемыми пластинками независимо от того, прикреплены они к корпусу резца пайкой или механически, формируется заточкой и последующими переточками. Поэтому режущая часть резцов может иметь различные по значению геометрические параметры. Главный угол в плане φна проходных токарных резцах общего назначения затачивают равным 45º. С целью повышения жесткости резца его можно заточить равным 60º. Поворотом на угол 15º по часовой стрелке такой резец может быть установлен на суппорте станка с установочным углом φ у = 45º. На проходных токарных резцах подрезного типа главный угол в плане затачивается равным 90º. Заточка резцов с главным углом в плане φ < 45º практически не применяется, поскольку это приводит к появлению вибраций. Вспомогательный угол в плане φ1 на проходных токарных резцах составляет 7…10º. На предварительных операциях нежелательно, а при чистовой обработке недопустимо, чтобы лунка износа на передней поверхности, образуемая срезаемой стружкой, разрушила вспомогательное лезвие. Чтобы этого не происходило, вспомогательный угол в плане φ1 не должен превышать10º. Закругление вершины резца в месте сопряжения главного и вспомогательного лезвий обязательно. Радиус закругления вершины токарных резцов рекомендуется брать в пределах r = 0,2…1мм. Чем больше радиус закругления, тем выше стойкость резцов и меньше шероховатость обработанных поверхностей. Вместе с тем чрезмерное увеличение радиуса закругления (r > 1мм) при малой глубине резания t уменьшает фактическое значение главного угла в плане ф. Угол наклона главной режущей кромки у проходных токарных резцов берут в пределах λ= ± 3º. На технологических операциях, Выполняемых с подачами S ≥ 0,15 мм/об., предпочтительнее λ = +3º. При этом срезаемая стружка отводится от резца направо от рабочего, как предусмотрено правилами охраны труда. На чистовых операциях (для подач S < 0,15 мм/об), когда срезаемая мелкая стружка не представляет опасности нанесения травм, угол наклона режущей кромки может быть λ = - 3º. Главный задний угол влияет на значение максимального линейного износа задней поверхности и на норму износа. Чтобы уменьшить износ h3max, необходимо увеличить задний угол а. Однако при этом уменьшается угол заострения β клина, образующего лезвие, снижается механическая прочность лезвия, возрастает угроза скалывания, перегрева и аварийного разрушения лезвия действующими силами резания, зависящими от толщины срезаемого слоя а. Средние значения задних углов проходных токарных резцов, предназначенных для резания металлов с подачами S ≤ 0,25 мм/об, α ср = 12º. Увеличение подачи до значений S > 0,25мм/об позволяет уменьшить среднее значение заднего угла до α ср = 8 º. На перетачиваемых резцах с припаянными пластинками твердого сплава рекомендуется затачивать три задних поверхности (рис. 1.4). Рабочий задний угол а затачивают алмазным кругом вдоль лезвия на ширине 1…2мм. Чтобы облегчить последующие переточки, остальную поверхность твердосплавной пластинки также затачивают алмазным кругом, но под углом а + 5º. Корпус резца, выполненной из стали, чтобы сократить его соприкосновение с алмазным кругом при переточках, затачивают электрокорундовым шлифовальным кругом под углом а + 8 º.
Рис. 1.4. Заточка задней поверхности на проходных токарных резцах с припаянной пластинкой из твердого сплава
Передний угол у перетачиваемых проходных резцов, предназначенных для резания с подачами S ≤ 0,15мм, затачивают равным 15 º. Передняя поверхность при этом может быть оформлена в виде плоскости (рис. 1.5, а). У резцов, предназначенных для резания металлов с подачи S > 0,15мм/об, переднюю плоскость также затачивают под углом gф = 15 º, но вдоль лезвия под углом gф = 0 выполняют фаску шириной f = 0,5…1мм (рис. 1.5, б). С увеличением подачи S увеличивается динамическая нагрузка на лезвие резца. Чтобы укрепить лезвие при работе с подачами S ≥ 0,25 мм/об, вдоль лезвия затачивается фаска шириной f = 1мм под углом gф = - 5 º (рис. 1.5, в)
Рис. 1.5. Заточка передней поверхности твердосплавной пластины на резце.
Стружкозавивающие и стружколомающие канавки вдоль режущих кромок резца усложняют геометрическую форму передней поверхности твердосплавных пластин. При наличии канавок передние поверхности имеют вид, показанный на рис.1.6. Чтобы канавки выполняли функции конструктивных стружкозавивающих и стружколомающих элементов, их размеры (ширина е и радиус округления r впадин канавок), а также расположение относительно режущей кромки (ширина фаски f) назначают в зависимости от толщины срезаемого слоя: f = (0,8…1,0) S; r = (10…15) S; е = 2 r sin (g2 - g).
Рис. 1.6. Канавки для стружкозавивания и стружкодробления на передней поверхности.
|