Техническая характеристика станкаДоминантой участка является частный дом. Прилегающая к дому территория отводится под розарий. На заднем дворе участка размещены качели для детей, зона барбекю, водоём, сад плодовых деревьев.
Лабораторная работа № 1
Наибольший диаметр устанавливаемого изделия над станиной, мм 320 Наибольший диаметр обрабатываемого изделия, мм 200 Наибольшая длина обрабатываемого изделия, мм 750 Количество инструментов в резцедержателе 8 Размеры державки резца, мм 25x25 Количество управляемых координат (всего/одновременно) 2/2 Количество диапазонов частот вращения 3 Пределы частот вращения по диапазонам, об/мин 20-345 60-1000 145-2500 Режим главного движения регулируемый реверсивный Виды движений позиционирование линейная интерполяция круговая интерполяция резьбонарезание Диапазон подач, мм/об (мм/мин) продольных 0,01-40 (1-4000) поперечных 0,005-20 (0,5-2000) Скорость быстрых ходов, мм/мин продольных до 15000 поперечных до 7500 Пределы шагов нарезаемых резьб, мм 0,0001-40,0 Дискретность задания перемещений, мм 0,001 Дискретность перемещений, мм 0,01 Тип привода асинхронный регулируемый привод Мощность привода главного движения, кВт 11 Габаритные размеры станка, мм 3960x1700x1700 Масса станка, кг 4000 Дискретность задания перемещения – минимально возможное перемещение, которое можно задать в управляющей программе. Дискретность определяется математическим аппаратом системы управления. Дискретность перемещения – минимально возможное контролируемое перемещение рабочего органа. Определяется техническими характеристиками привода и кинематики станка. 2
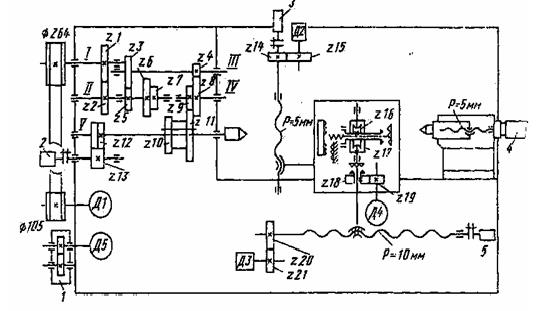
1 – панель управления, 2 – рукоятка установления частот вращения шпинделя, 3 – панель управления, 4 – пульт управления, 5 – блок символьной индикации, 6 – рукоятка ручного управления, 7 – контролирующие приборы, рукоятка пневмопривода задней бабки, 9 – выход «под ключ» валика ручного перемещения каретки, 10 – педаль управления перемещением пиноли¸ 11 – линейка для упоров продольного перемещения, 12 – панель управления патроном, 13 – основание, 14 – станина, 15 – поперечный суппорт, 16 – маховик ручного управления, 17 – шпиндельная бабка, 18 – привод продольного перемещения, 19 – распределитель, 20 – револьверная головка, 21 – винт продольного перемещения, 22 – задняя бабка, 23 – электромеханический привод задней бабки, 24 - каретка На литом основании (13) прямоугольной формы установлена станина (14) с калёными шлифованными направляющими, электропривод главного движения, станция смазки. Внутри основания расположен резервуар для СОЖ и насос для ее подачи. На станине установлены шпиндельная бабка (17), каретка продольной подачи (24), задняя бабка (22), привод продольной подачи (18). В шпиндельной бабке расположена трёхскоростная коробка скоростей. На переднюю стенку шпиндельной бабки выведена рукоятка переключения скоростей (2). На каретке расположен поперечный суппорт (15) с приводом, на котором закреплена 8-позиционная револьверная головка (20). На шпинделе станка установлен трехкулачковый самоцентрирующий патрон с электроприводом. Задняя бабка также оснащена электроприводом (23). Включение электродвигателей приводов патрона и задней бабки осуществляется педалями (10 и 12), располагаемыми в удобном для оператора станка месте. На станках используется 6-, 8- и 12-позиционная автоматическая универсальная револьверная головка с горизонтальной осью поворота. Головка имеет инструментальный диск на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные и осевые инструменты (8-позиционная) или на 12 блоков под радиальные инструменты и осевые инструменты, комбинируемые при наладке на деталь (12-позиционная). Рабочие органы станков с ЧПУ имеют несколько видов остановов: точный в нуле станка, предупредительный, предохраняющий от наезда рабочих органов на узлы станка, аварийный в конце рабочего хода. Положение нуля станка по каждой координате выбирается на заводе-изготовителе. В это положение смещается рабочий орган при нажатии кнопки «Возврат в 0» или при получении определенной команды от УП. Для большинства случаев стараются при смещении в нуль рабочих органов станка удалить инструмент от детали, поэтому приближают ноль станка к концу рабочего хода. При работе в автоматическом режиме станок как бы не замечает нуля станка (если он расположен не в конце рабочего хода). Он выходит в это положение по команде G25. Команда на все виды останова реализуется с помощью электрических сигналов от конечных выключателей. На неподвижном рабочем органе закреплена линейка с несколькими пазами, в которых установлены путевые кулачки (упоры), а на подвижном органе – блок конечных выключателей. Воздействие путевого кулачка на соответствующий выключатель дает команду на замедление скорости движения рабочего органа. Сам останов происходит от сигнала нулевой метки ДОС. На станке имеются продольная и поперечная линейки, на которых устанавливаются ограничительные кулачки. На каждой линейке предусмотрено по два паза для установки кулачков. Один кулачок предназначен для отключения привода подачи, другой – для аварийного отключения. Имеется также кулачок выхода в исходную точку. Кулачки воздействуют на блоки путевых электропереключателей, закрепленные на каретке станка. По команде кулачков подача, заданная ошибочно, отключается. При этом управляющая программа сохраняется в памяти системы ЧПУ. По команде кулачка аварийного отключения станка электросхема полностью отключается. В начале и в конце пути движения рабочего органа предусмотрены аварийные остановы, предохраняющие гайки ходовых винтов от наезда на опоры, винтовые пары качения от рассыпания шариков, столы и суппорты от съезда с направляющих и других видов аварий. Но наезд на аварийные кулачки 1 и 6 является аварийной ситуацией, так как предусмотрены предупредительные остановы 2 и 5. Для современных систем ЧПУ параметрические ограничения длины пути введены в память системы в виде координат точки, за которую рабочий орган не может пройти. 3 Кинематическая схема станка приведена на рисунке 2. Кинематическая схема станка 16К20Ф3 Вращательное движение на шпиндель передается от частотно-регулируемого асинхронного электродвигателя Д1 (N=11 кВт n=1500…4500 мин-1) через клиноременную передачу на шпиндельную бабку. В шпиндельной бабке расположена трехскоростная коробка скоростей с диапазонами передаточного отношения 1,25:1; 1:2; 1:5,5. Выбор диапазона частот вращения осуществляется вручную переключением блоков зубчатых колес с помощью рукоятки 2, расположенной на передней бабке станка (см. рис. 1). Выбор диапазона частот вращения осуществляется при выключенном шпинделе. Внутри выбранного диапазона частота вращения меняется плавно за счет изменения частоты вращения вала электродвигателя. Шпиндель станка смонтирован в конических двух- и однорядном подшипниках 4-го класса точности. Смазка узлов станка осуществляется централизованно от специальной маслостанции, установленной на основании станка. Привод продольной и поперечной подачи состоит из высокомоментных электродвигателей постоянного тока (Д2 и Д3) и беззазорной зубчатой передачи с отношением 1:1. Малое зубчатое колесо установлено на выходном валу двигателя. Выбор зазора в зубчатой передаче осуществляется уменьшением ее межцентрового расстояния, путем смещения плиты, на которой расположен двигатель. Движение от приводов подач к исполнительным механизмам передается при помощи высокоточных шариковых передач винт-гайка. Оба привода подач замкнутые. На ходовых винтах установлены датчики обратной связи по положению (вращающийся трансформатор). Станок оснащен трехкулачковым патроном с электромеханическим приводом зажима детали. Шестишпиндельная револьверная головка с горизонтальной осью вращения установлена на суппорте. Смена позиций производится от электромеханического привода с двигателем Д4. Перемещение пиноли задней бабки осуществляется с помощью электромеханической головки от электродвигателя Д5 через винт с шагом Р=5 мм.
|