Приклади розрахунку точності зборки
Приклад 1, завдання: Потрібно розрахувати очікувану точність зборки фюзеляжу, за умови, що заданий по ТУУ допуск на відхилення його від теоретичного контуру δфюз.ТУ = ± 2 мм Дано: Фюзеляж збирається в стапелі зборкою від каркаса. Як каркас використаються шпангоути, установлювані в стапель із базою на фіксатори КФО. Обшивання - аркуш товщиною S = 2±0,1 мм. У свою чергу шпангоути виготовляються у складальних пристосуваннях (далі - пристосуваннях) з базою по зовнішньому контурі й з фіксацією по КФО. Стапель являє собою єдину балку із залитими на інструментальному стенді фіксаторами КФО. Пристосування для зборки шпангоута складається з каркаса з фіксаторами КФО, виготовленого на ИС, і знімних рубильників, робоча поверхня яких виконана по зовнішньому контурі шпангоута. Рішення: Розрахунок виконаємо за наступною схемою: - спочатку визначимо з яким допуском повинен бути виготовлений шпангоут у пристосуванні, щоб він, будучи встановленим у стапель і зібраним з обшиванням, забезпечив би погрішність фюзеляжу не більше допуску, заданого по ТУ, тобто ±2 мм; - далі виконаємо розрахунок очікуваної точності зборки шпангоута в пристосуванні й зрівняємо її з розрахованим вище допуском. Виходячи із забезпечення заданого допуску на фюзеляж, допуск на зовнішній контур шпангоута повинен скласти
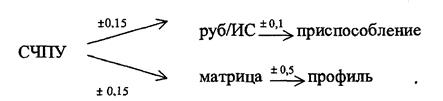
тобто повинен бути зменшений на величину погрішності товщини обшивання δs і погрішність ув'язування стапеля й пристосування Спр(фюз-шп). Для розрахунку становимо структурну схему вв'язування оснащення по плазово-инструментальному методу: елементи виготовлені на відповідному встаткуванні.
По таблиці 9.6 визначаємо погрішності на всіх етапах виготовлення стапеля й пристосування, обчислюємо величини Δі* ξі , ξі *δі* аі, ξ2і * δ2і*К2 і вносимо цю інформацію в таблицю 9.9.
Таблиця 9.9
Для визначення погрішності вв'язування беремо всі незв'язані етапи. Координату середини поля погрішності вв'язування оснащення обчислимо по формулі (9.5):
Половину поля погрішності вв'язування оснащення визначимо по формулі (9.6):
Таким чином, призначений допуск на зборку шпангоута складе:
Очікувану точність зборки шпангоута, що збирає в пристосуванні з базою від зовнішнього контуру («від обшивання») визначаємо по формулі (9.9):
Для розрахунку Скон(пр – дет) = Δ±δконкон становимо структурну схему вв'язування оснащення, де у верхній галузі відіб'ємо етапи виготовлення пристосування, а в нижньої - профілю шпангоута:
По таблиці 9.6 визначимо погрішності на знову, що з'явилися етапах, звівши всю інформацію в таблицю 9.10 (можна продовжити попередню таблицю)
Таблиця 9.10
Для визначення погрішності складального пристосування δпр беремо всі етапи його виготовлення. Тоді координата середини поля погрішності пристосування, обчислена по формулі (9.5) складе:
Половина поля погрішності пристосування, обчислена по формулі (9.6), складе:
Таким чином, погрішність виготовлення пристосування буде:
Далі розрахуємо погрішність ув'язування контурів пристосування й профілю шпангоута, для чого візьмемо всі незв'язані етапи за структурною схемою. Координата середини поля погрішності вв'язування контурів елементів по формулі (9.5) буде:
а половина поля погрішності вв'язування контурів по формулі (9.6) складе:
Тоді, погрішність ув'язування контурів пристосування й профілю шпангоута буде дорівнює:
Підставляючи знайдені значення погрішностей у формулу (9.9) і прийнявши коефіцієнт притиску Кприж рівних 0.1 (профіль шпангоута притягнемо вісьма притисками до рубильника пристосування) (див.мал.9.8), одержимо шукану очікувану погрішність зборки шпангоута:
Порівнюючи очікувану погрішність із призначеним допуском на зборку шпангоута, дійдемо висновку про правильність ухвалених рішень щодо побудови технологічного процесу, застосовуваній оснащенню й способам її вв'язування. Приклад 2: Панель відсіку Ф-5 літака ТУ-204 базується в стапелі зборки відсіку по зовнішньому контурі обшивання на рубильниках 87а, 88 і на каркас шпангоутів 86а й 89. Допуск на відхилення обводу обшивання ±1,0 мм. При зв'язаному виготовленні деталей і расчетно-плазовом методі вв'язування становимо структурну схему:
Точність виконання аеродинамічного контуру визначиться рівнянням (9.7)
Щоб установити погрішність ув'язування складальних пристосувань для зборки фюзеляжу й шпангоута, використаємо структурну схему
Тоді, допуск на зборку пшангоута одержимо:
Для визначення очікуваної точності зборки шпангоута розраховуємо а) точність СП відповідно до структурної схеми (нижня галузь)
б) погрішність ув'язування
При розрахунку маємо:
З огляду на δкл + δf + δt, = 0.4 δсб , Кприж.= 0,1 (при 8 притисках, табл. 9.7) одержуємо
Визначаємо очікувану точність зборки панелі
а) точність пристосування для зборки панелей відповідно до структурної схеми
б) погрішність ув'язування
в) при 11 притисках Кприж = 0,1.
Погрішність зборки панелей відсіку Ф-5 від каркаса шпангоута
Безумовно, у навчальному посібнику немає необхідності розглядати приклади розрахунків точності зборки при всіх методах ув'язування й базування елементів конструкції в складальному пристосуванні. Студенти зобов'язані проявляти ініціативу й самостійно ухвалювати рішення щодо оцінки якості спроектованої ними технологічного оснащення й забезпеченню заданої точності зборки вузлів й агрегатів літака.
|