КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ИНСТРУМЕНТОВ ОСНОВНЫХ ТИПОВ
Наиболее распространенными инструментами для обработки отверстий являются сверла. Они используются для сверления отверстий диаметром от десятых долей до десятков миллиметров различной глубины. По конструктивным признакам сверла можно разделить на спиральные, перовые, для глубоких отверстий, комбинированные центровочные (рис. 11.1). Наиболее многочисленной является группа спиральных сверл. Размерный ряд спиральных сверл начинается с малоразмерных сверл диаметром 0,1 – 1,5 мм по ГОСТ 8034 – 76 с утолщенным цилиндрическим хвостовиком. Вследствие малых размеров этих сверл оправданно их изготовление целиком из быстрорежущих сталей Р6М5 и Р6М5К5 с твердостью рабочей части 60 – 62 HRC. Для обработки труднообрабатываемых материалов изготовляют цельные твердосплавные сверла диаметром 0,6 – 1,0 мм из сплавов ВК10М, ВК15М. Стойкость спиральных сверл с твердосплавной рабочей частью в 20 – 30 раз выше стойкости обычных быстрорежущих. Начиная с диаметра 15 мм твердосплавные сверла выполняют сборными. Цельные твердосплавные сверла диаметром 3,5 – 6,0 мм по ГОСТ 17275 – 71 изготовляют шлифованием гладких цилиндрических стержней из сплава ВК6М (ВК6М).
Рис. 1. Винтовое сверло по металлу.
Рис. 3. Углы винтового сверла по металлу
Рис. 11.1. Конструкции сверл (а – з), геометрические параметры режущей части (и)и формы заточки (к)
Спиральные сверла диаметром более 8 мм в целях экономии изготовляют сварными с рабочей частью из быстрорежущей стали и хвостовиком из конструкционной стали. Сверла с пластинами из твердого сплава ВК и сверла с внутренним подводом охлаждающей жидкости (ГОСТ 6647 – 64) предназначены для сверления труднообрабатываемых материалов. Такие сверла (рис. 11.1,6) имеют в зубьях (перьях) прокатанные отверстия, соединяющиеся в хвостовике. Наиболее простыми в изготовлении являются перовые сверла, представляющие собой заостренную пластину с весьма несовершенной формой рабочей части. Эти сверла применяют для обработки отверстий малого (0,2 – 1 мм) и большого (более 80 мм) диаметра, а также при ремонте. Нашли применение составные перовые сверла в виде пластины, закрепленной в державке (рис.11.1, в). Обработку отверстий в сталях, чугунах, легких сплавах и дереве при глубине более 10 диаметров без периодического вывода сверла проводят шнековыми сверлами с ω = 50... 65° (рис.11.1, г). Глубокие отверстия с осью, имеющей малое отклонение от прямолинейности, получают сверлами однокромочного резания с вершиной, смещенной относительно оси (рис. 11.1,5). Это, а также то, что сверло опирается направляющими пластинами на боковую поверхность отверстия, обеспечивает малое отклонение от прямолинейности его оси. Сквозные отверстия диаметром 80 – 200 мм и более получают сверлами кольцевого сверления (рис. 11.1, ж). Обработку центровых отверстий проводят центровочными комбинированными сверлами (ГОСТ 14952 – 75) двух типов: без предохранительной фаски и с предохранительной фаской 120°. Сверла этих типов изготовляют из быстрорежущей стали. Зенкеры, применяемые в машиностроении для обработки отверстий диаметром до 20 – 40 мм, изготовляют цельными (рис. 11.2, а). Обработку отверстий больших диаметров (D > 30 мм) проводят насадными зенкерами (рис. 11.2, б), установленными на оправку. Их изготовляют из быстрорежущей стали либо оснащают твердым сплавом (ГОСТ 12509 – 75). Для экономии инструментального материала, начиная о диаметра 50 мм и выше насадные зенкеры (ГОСТ 2255 – 71) оснащаются вставными ножами из быстрорежущей стали. Обработку прилегающих к отверстиям поверхностей проводят зенковками коническими, цилиндрическими цековками (рис. 11.2, в) из инструментальных сталей либо этими инструментами, оснащенными твердым сплавом.
Рис. Конструкции зенкеров
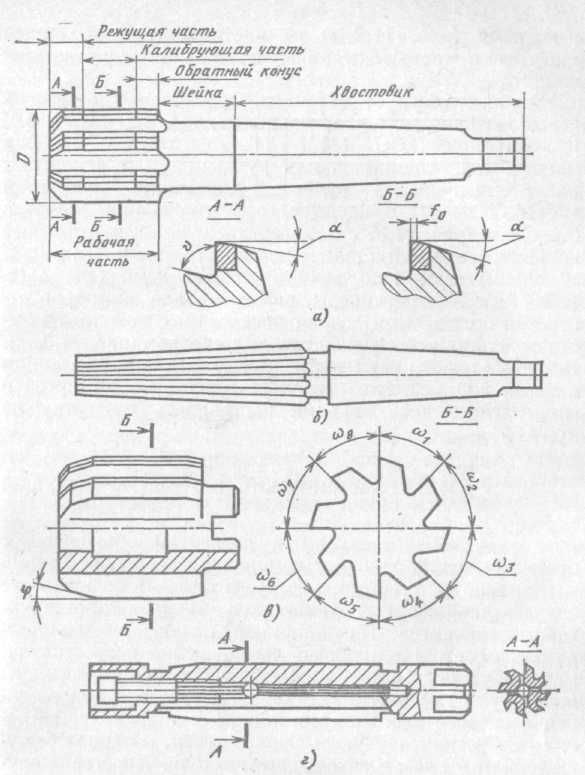
В зависимости от формы обрабатываемых отверстий развертки разделяют на цилиндрические (ГОСТ 1523 – 81Е) и конические (ГОСТ 11177 – 84) (рис. 11.3, а, б). Они могут быть машинными или ручными. Для ремонтных работ выпускают ручные разжимные развертки (ГОСТ 3509 – 71) с пределами регулирования диаметра 0,5 – 3 мм (рис. 11.3, г). Развертки целиком изготовляют из быстрорежущей стали с цилиндрическими (для D < 10 мм) либо коническими хвостовиками (для D > 10 мм). Как и зенкеры, развертки для диаметров отверстий более 30 мм делают насадными с ножами из быстрорежущих сталей либо твердых сплавов (рис. 11.3, е). Вставные ножи имеют рифления, идентичные рифлениям в пазах корпуса. Это позволяет перестановкой ножей и закреплением их клиньями настраивать развертку на нужный диаметр.
Рис.11.3. Конструкции разверток
|