Стыки балокРазличают два типа стыков балок: заводские и монтажные (укрупнительные). Заводские стыки представляют собой соединения отдельных частей какого-либо элемента балки (стенки, пояса), выполняемые из-за недостаточной длины имеющегося проката. Их расположение обусловлено длиной проката или конструктивными соображениями (стык стенки не должен совпадать с местом примыкания вспомогательных балок, с ребрами жесткости и т.п.). Чтобы ослабление сечения балки заводским стыком было не слишком велико, стыки отдельных элементов обычно располагают в разных местах по длине балки, т. е. вразбежку. Монтажные стыки выполняются при монтаже, они необходимы тогда, когда масса или размеры балки не позволяют перевезти и смонтировать ее целиком. Расположение их должно предусматривать членение балки на отдельные отправочные элементы, по возможности одинаковые (в разрезной балке стык располагают в середине пролета или симметрично относительно середины балки), удовлетворяющие требованиям транспортирования и монтажа наиболее распространенными средствами. В монтажных стыках удобно все элементы балки соединять в одном сечении. Такой стык называется универсальным. Стыки прокатных балок (заводские и монтажные) выполняют, как правило, сварными. Наиболее просто и удобно непосредственное соединение балок встык. Чтобы уменьшить усадочные сварочные напряжения, необходимо варить стык быстрее; чтобы охлаждение шло более равномерно, следует начинать варить с менее жесткого элемента - стенки. Однако при ручной сварке такого стыка с применением обычных способов контроля сварки растянутый пояс балки в стыке будет иметь меньшую прочность, чем вне стыка, так как расчетное сопротивление сварного шва встык на растяжение меньше расчетного сопротивления основного металла
При необходимости устройства стыка в сечении, где действует больший изгибающий момент, делают прямое соединение балок встык, а полки усиливают накладками Изгибающий момент в таком стыке воспринимается швами и накладками. Расчет момента производится по формуле:
Угловые швы, прикрепляющие накладку к балке, должны быть рассчитаны на усилие в накладке. Чтобы уменьшить сварочные напряжения, эти швы не доводят до оси стыка на 25 мм с каждой стороны. При изготовлении конструкций в полевых мастерских, когда трудно обработать торцы балок под сварку, можно осуществить стык только с помощью накладок.Однако из-за большой концентрации напряжений в таком стыке применять его можно в конструкциях, работающих только на статическую нагрузку и при положительных температурах. Почти весь изгибающий момент в этом стыке передается через поясные накладки, а поперечная сила - через парные накладки на стенке. Учитывая это, производят расчет усилия и площади поперечного сечения в накладке по формулам: Накладки на стенку конструктивно принимают шириной 100 - 150 мм, толщиной, приблизительно равной толщине стенки, и высотой, равной высоте прямолинейного участка стенки (до закруглений около полок). Угловые швы, прикрепляющие накладки к стенке, следует проверять на действие поперечной силы Стыки составных сварных балок. Заводские стыки поясов и стенки составных сварных балок осуществляют соединением листов до сборки их в балку. Основным типом сварных соединений листов является соединение встык. Стык растянутого пояса, если он расположен в зоне балки, где напряжения в поясе превышают расчетное сопротивление сварного шва на растяжение, устраивают косым или сваривают автоматической сваркой, выводя начало и конец шва на технологические планки. Такое усложнение производства часто делает более целесообразным перенос прямого заводского стыкового шва в то место балки, где напряжения в поясе не превышают расчетного сопротивления сварного шва на растяжение. Заводские стыки сжатого пояса и стенки балки всегда делают прямыми. На монтаже сжатый пояс и стенку всегда соединяют прямым швом встык, а растянутый пояс - косым швом под углом 60 °, так как при монтаже автоматическая сварка и повышенные способы контроля затруднены. Такой стык будет равнопрочен основному сечению балки и может не рассчитываться. Некоторым перенапряжением стенки вблизи растянутого пояса балки обычно пренебрегают, так как этот участок стенки расположен между двумя упруго работающими зонами балки, работает в условиях стесненной деформации и пластическое его разрушение невозможно. Применявшееся раньше усиление этого участка накладками, как показали исследования, приводит лишь к дополнительным сварочным напряжениям и не увеличивает несущей способности балки. Чтобы уменьшить сварочные напряжения, сначала сваривают поперечные стыковые швы стенки 1и поясов 2, имеющие наибольшую поперечную усадку. Оставленные не заваренными на заводе участки поясных швов длиной около 500 мм дают возможность поясным листам несколько вытянуться при усадке швов 2. Последним заваривают угловые швы 3, имеющие небольшую продольную усадку. Стыки составных балок на высокопрочных болтах. В последнее время монтажные стыки сварных балок, чтобы избежать сварки при монтаже, иногда выполняют на высокопрочных болтах В таких стыках каждый пояс балки желательно перекрывать тремя накладками с двух сторон, а стенку - двумя вертикальными накладками, площадь сечения которых должна быть не меньше площади сечения перекрываемого ими элемента. Ослабление сечения поясов балки учитывается при статических нагрузках, если площадь сечения нетто составляет меньше 85 % площади брутто АНТ< 0,85А; тогда принимается условная площадь сечения АУСЛ=1,18АНТ; при динамических нагрузках АНТ принимается независимо от величины ослабления. Болты в стыке ставят на минимальных расстояниях друг от друга: (2,5-3)d болта (при d = 24 мм удобно иметь шаг 80 мм), чтобы уменьшить размеры и массу стыковых накладок. Этот момент уравновешивается суммой внутренних пар усилий, действующих на болты, расположенные на стыковой полунакладке симметрично относительно нейтральной оси балки.
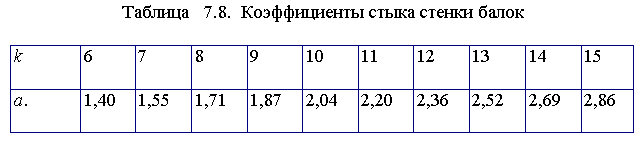
Для упрощения расчета выражаем сумму 2а/через aw и количество болтов в вертикальном ряду стыка - k:
Тогда формула (7.65) окончательно примет вид:
Кроме изгибающего балку момента в стыке может действовать поперечная сила Q, которая условно полностью передается на стенку и принимается распределенной равномерно на все болты, расположенные на полунакладке:
|