Глава 4.2. Механическая обработка заготовокОбщие положения Изготовление деталей, в зависимости от их конструктивных особенностей и выбранного материала, начинается с механической обработки заготовки. В качестве исходной заготовки могут использоваться круг, шестигранник, лист, а также заготовки полученные литьём, штамповкой, ковкой, сваркой. На Рис.6.1 приведена условная классификация современных методов обработки, которые наиболее широко применяются в промышленности.
Рис. 4.2.1 В данном разделе рассмотрены основные методы механической обработки поверхностей, оборудование и инструменты, используемые в процессе обработки. Для придания деталям необходимой формы и размеров, а также для обеспечения требуемого качества поверхности применяются различные технологические процессы обработки металлов со снятием стружки (припуска). Резание материалов - обработка материалов снятием стружки для придания изделию заданных форм, размеров и обеспечения определенного технологией качества поверхности. Наиболее распространёнными процессами резания являются: точение, фрезерование, строгание, долбление, протягивание и шлифование, хонингование и алмазное выглаживание. Угол резания – угол, образующий передней кромкой инструмента и плоскостью резания, который является (наряду с передним, главным и вспомогательным, задними углами в плане, углом наклона главный режущей кромки) одним из параметров, определяющих процесса резания, качества обрабатываемой поверхности и требуемую скорость резания для обеспечения необходимой шероховатости (чистоты) обрабатываемой поверхности. Скорость резания – отношение перемещения режущей кромки инструмента относительно обрабатывающей поверхности ко времени. Скорость резания выражается в м/сек или м/мин и является параметром, определяющим производительность и качество обрабатывающей поверхности.
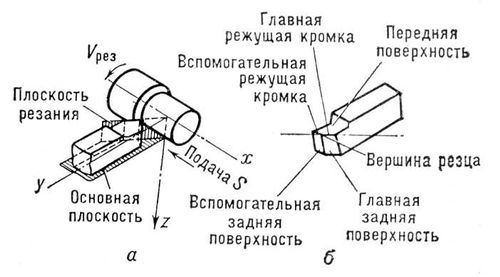
Рис. 4.2.2. На Рис. 4.2.2., как пример, обработки материалов резанием показана схема резания на токарном станке (а) и основные элементы резца токарного станка. В процессе механической обработки с поверхности заготовки снимается слой материала за один или несколько проходов инструмента. Для обработки различных поверхностей, одной и той же детали, в зависимости от сложности конструкции, точности изготовления и качества поверхности, могут применяться различные инструменты и технологические процессы изготовления. Для каждого процесса обработки предусматривается своя величина припуска. От обработки к обработке величина припуска уменьшается, а точность изготовления и чистота поверхности увеличивается. Для большинства деталей, обрабатываемых резанием, необходимо выполнять следующие требования: при конструировании следует максимально использовать унифицированные элементы формы деталей (резьбы, канавки, выточки, диаметры, модули, размеры шлицов, шпоночных канавок и т.д.); конструкция детали должна обеспечивать свободный подход режущего инструмента к обрабатываемой поверхности; при назначении шероховатости поверхности и точности изготовления необходимо руководствоваться аналогами или соотношениями, приведёнными в таблице 4.1., 4.2 и справочной литературе.
Таблица 4.1
Соотношение между полями допусков предпочтительного применения и параметрами шероховатости поверхности. приведённые в таблице 4.2 рекомендации соответствуют случаю, когда отклонение формы и расположение поверхностей находятся в пределах поля допуска на размер и особо не оговариваются в рабочем чертеже. В зависимости от методов обработки и режимов резания можно получать различную шероховатость поверхностей. В таблице 4.2. приведены возможные диапазоны шероховатости поверхностей обрабатываемых различными методами. Как видно из таблиц шероховатость поверхности зависит от точности изготовления, чем выше точность, тем меньше величина шероховатости поверхности.
Таблица 4.2.
|