Методы обработки наружных цилиндрических поверхностей
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 1. Точение
| продольная
инструмента на станках токарной группы
| 
 ; ;  где l, l вр , l пер – длины обрабатываемой поверхности, врезания и перебега инструмента, мм; S пр – продольная подача инструмента, мм/об; n – частота вращения заготовки, мм/об; a – припуск на сторону, мм; t – глубина резания, мм
где l, l вр , l пер – длины обрабатываемой поверхности, врезания и перебега инструмента, мм; S пр – продольная подача инструмента, мм/об; n – частота вращения заготовки, мм/об; a – припуск на сторону, мм; t – глубина резания, мм
| черновое
12–14
чистовое
9–10
тонкое
6–8
| черновое
12, 5–6, 3
чистовое
3, 2–1, 8
тонкое
0, 2–0, 8
|
Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
| поперечная на станках
токарной группы
| 
 ; ;  ;
где h, h вр , h пер – ширина обрабатываемой поверхности, врезания и передачи инструмента, мм; S поп – поперечная подача инструмента, мм/об; D з, d з – наружный и внутренний диаметры заготовки, мм. ;
где h, h вр , h пер – ширина обрабатываемой поверхности, врезания и передачи инструмента, мм; S поп – поперечная подача инструмента, мм/об; D з, d з – наружный и внутренний диаметры заготовки, мм.
| черновое
12–14
чистовое
9–10
тонкое
6–8
| черновое
12, 5–6, 3
чистовое
3, 2–1, 8
тонкое
0, 2–0, 8
|
Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 2. Шлифование
| продольная на круглошлифовальных станках
| 
 ; ;  ; ;  где S B – подача в долях ширины шлифовального круга на оборот детали; В к – ширина шлифовального круга, мм; k – коэффициент, учитывающий упругое отжатие, износ и изменение размера из-за правки круга; L д – длина обрабатываемой поверхности детали
где S B – подача в долях ширины шлифовального круга на оборот детали; В к – ширина шлифовального круга, мм; k – коэффициент, учитывающий упругое отжатие, износ и изменение размера из-за правки круга; L д – длина обрабатываемой поверхности детали
| предварительное
8–9
чистовое
7–6
тонкое
| предварительное
2, 5–0, 03
чистовое
1, 25–0, 32
тонкое
0, 32–0, 08
|
Продолжение табл. 1.132
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
| поперечная (врезания) на круглошлифовальных станках
| 

| предварительное
8–9
чистовое
7–6
тонкое
| предварительное
2, 5–0, 03
чистовое
1, 25–0, 32
тонкое
0, 32–0, 08
|
Продолжение табл. 1.132
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
| угловая (врезанная) на круглошлифовальных станках
| 
| предварительное
8–9
чистовое
7–6
тонкое
| предварительное
2, 5–0, 03
чистовое
1, 25–0, 32
тонкое
0, 32–0, 08
| | 3. Притирка
| продольная на токарных станках
| 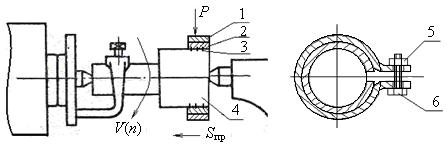 1 – жимок; 2 – притир; 3 – зерна абразивного листа; 4 – заготовки; 5 – гайка, 6 – болт; Р – усилие прижима;
Т о определяется по нормативам
1 – жимок; 2 – притир; 3 – зерна абразивного листа; 4 – заготовки; 5 – гайка, 6 – болт; Р – усилие прижима;
Т о определяется по нормативам
| 5–3
| 0, 63–0, 08
| Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
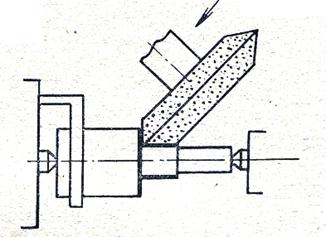
| | 4. Суперфиниш
| продольная на суперфинишном станке
|  Схемы отделки суперфинишированием
1 – заготовка; 2 – суперфинишная головка; 3 – суперфинишные абразивные бруски; S пр и S кр – продольная и круговая подачи; Р – усилие прижима брусков к заготовке; V – скорость резания – колебательного движения головки с амплитудой 2 мм и частотой 200–100 колебаний в минуту
Схемы отделки суперфинишированием
1 – заготовка; 2 – суперфинишная головка; 3 – суперфинишные абразивные бруски; S пр и S кр – продольная и круговая подачи; Р – усилие прижима брусков к заготовке; V – скорость резания – колебательного движения головки с амплитудой 2 мм и частотой 200–100 колебаний в минуту
| 5–3
| 0, 63–0, 08
|
Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 5. Полирование
| круговая на полировальном станке
|  Схема полирования цилиндрической поверхности: заготовка 1 полировальным кругом 2; Р – усилие прижима круга к заготовке; S пр и S кр – продольная и круговая подачи; V – скорость полирования
Схема полирования цилиндрической поверхности: заготовка 1 полировальным кругом 2; Р – усилие прижима круга к заготовке; S пр и S кр – продольная и круговая подачи; V – скорость полирования
| 6–3
| 0, 08–0, 01
|
Продолжение табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| | 6. Обкатывания роликом
| продольная на модернизированном токарном станке
|  1 – заготовка; 2 – ролик; 3 – накатник; V – скорость обкатывания; S пр – продольная подача; V р – скорость вращения ролика; Р – усилие прижима ролика к заготовке
1 – заготовка; 2 – ролик; 3 – накатник; V – скорость обкатывания; S пр – продольная подача; V р – скорость вращения ролика; Р – усилие прижима ролика к заготовке
| после предыдущей обработки: 10, 9, 8
| 0, 8–0, 1
|
Окончание табл. 1.13
| Метод
обработки
| Вид подачи
| Схема обработки
Расчет основного времени
| Квалитет
| Rа, мкм
| |
| поперечная на модернизированном токарном станке
|  S п – поперечная неравномерная подача при заданном усилии прижима ролика к заготовке
S п – поперечная неравномерная подача при заданном усилии прижима ролика к заготовке
| после предыдущей обработки: 10, 9, 8
| 0, 8–0, 1
|

Композиция из абстрактных геометрических фигур Данная композиция состоит из линий, штриховки, абстрактных геометрических форм...
|

Важнейшие способы обработки и анализа рядов динамики Не во всех случаях эмпирические данные рядов динамики позволяют определить тенденцию изменения явления во времени...
|

ТЕОРЕТИЧЕСКАЯ МЕХАНИКА Статика является частью теоретической механики, изучающей условия, при которых тело находится под действием заданной системы сил...
|

Теория усилителей. Схема Основная масса современных аналоговых и аналого-цифровых электронных устройств выполняется на специализированных микросхемах...
|
|
Шов первичный, первично отсроченный, вторичный (показания) В зависимости от времени и условий наложения выделяют швы:
1) первичные...
Предпосылки, условия и движущие силы психического развития Предпосылки –это факторы. Факторы психического развития –это ведущие детерминанты развития чел. К ним относят: среду...
Анализ микросреды предприятия Анализ микросреды направлен на анализ состояния тех составляющих внешней среды, с которыми предприятие находится в непосредственном взаимодействии...
|
|
ЛЕКАРСТВЕННЫЕ ФОРМЫ ДЛЯ ИНЪЕКЦИЙ К лекарственным формам для инъекций относятся водные, спиртовые и масляные растворы, суспензии, эмульсии, новогаленовые препараты, жидкие органопрепараты и жидкие экстракты, а также порошки и таблетки для имплантации...
Тема 5. Организационная структура управления гостиницей 1. Виды организационно – управленческих структур. 2. Организационно – управленческая структура современного ТГК...
Методы прогнозирования национальной экономики, их особенности, классификация В настоящее время по оценке специалистов насчитывается свыше 150 различных методов прогнозирования, но на практике, в качестве основных используется около 20 методов...
|
|
